cnc machining center cutter comp tips Was called C/L or centerline or cutter center programming at one time. . Cutter Radius Comp on a mill is practically mandatory, as its via this function that the dimensions of features, cut with the periphery of an end mill, are adjusted. . CNC Machining. ABOUT PRACTICAL MACHINIST.
In NC machine the execution of the job takes more time but the CNC machine executes the job without taking much time. NC cannot be run continuously for 24 hours but CNC machine can be run for 24 hours .
0 · Mastering GCode G41, G42, and G40: Tool
1 · Cutter Compensation: When and How To Use It
2 · Cutter Compensation
However, one unassuming but often overlooked component is green metal boxes in yards, usually placed near homes and buildings. Pad-mount transformer boxes, commonly recognized as those little green boxes, are an integral part of .
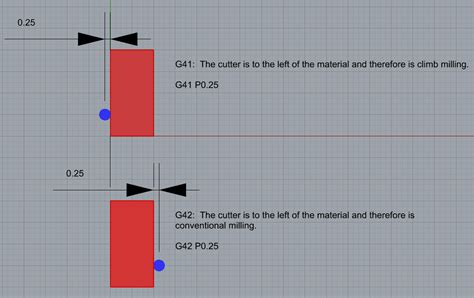
The G-Code Tutor explains the basics of cutter compensation and how to program your CNC machine correctly using G-codes G41 or G42. By understanding these differences and considering specific machining requirements, operators can select between G41 and G42 codes to .
Not sure if I need to change cutter radius comp center to comp w/check or comp w/o check or if it SHOULD be set to center . Attachments. IMG_2151.jpeg. 1.6 MB
using comp is better for the guys who DO have to program at machine and modify programs when you look at the program you see the part dims that are on the print. if im cutting something close tol and i see the tool has worn all i do is go to the tool page and bump the tool size down a bit and the machine will fix it as it goes, if my inside . -It must be cancelled using G40 (plus G1, G2, G3). Again, it must move at least the comp distance.-Other axis moves are allowed during cutter comp (i.e. Z move while G17 is active). In your application G41 should work fine. You can call comp above the hole, move to center, and rapid down.
Was called C/L or centerline or cutter center programming at one time. . Cutter Radius Comp on a mill is practically mandatory, as its via this function that the dimensions of features, cut with the periphery of an end mill, are adjusted. . CNC Machining. ABOUT PRACTICAL MACHINIST. The second way, less common, uses an X value after the cutter comp G-code: G42 X5.0; And finally, the most common way is to just state G41 or G42 to let the machine know we wish to apply cutter compensation and let the machine take .
Mastering GCode G41, G42, and G40: Tool
Cutter Compensation on cnc lathe. Thread starter HelpImLost; Start date Nov 15, 2013; Replies 7 Views 12,625 H. HelpImLost Plastic. Joined May 20, 2013 Location MN,USA. Nov 15, 2013 #1 . If the cutting tools are at the back of the machine, that is, the workpiece is between the operator and the cutting tools, then Tool Type 2 is for a boring .

I'm having trouble opening up a milled slot using the Y,Z axis on the machine. I'm using parts maker software and cutter comp, it does not seem to matter how much I comp the radius it does not change the width of the slot. I'm using a 1/4 carbide end mill, in a .406 wide slot. 1) BEFORE TURNING ON CUTTER COMP position the cutter off the part your going to machine by at least the radius of the cutter. 2) give the control a dummy move ( example X or Y .0000/ inc) and turn on the cutter comp in the same block 3) your next move should be a linear or arc move into the part.
CNC Machining . Can't use negative offset with G41/G42 in Mill . I have not had that particular problem on a haas, but I have had other odd cutter comp problems with them. They seem to be touchy about things like z axis moves, without canceling comp, and motion before the comp, during the comp line, and after the comp, so safe bet is to .
Try the changes in red above. You're not showing the whole profile so something else may be going on also. You cannot apply cutter comp on a rapid move (G0). I added the X move in red on the first line only because that is my convention for entering a profile with cutter comp. Also, you cannot invoke cutter comp on a radius move. Paul
Cutter Compensation: When and How To Use It
If I'm using cutter comp G41 to chamfer the OD and face a part in one pass, why does it almost always dig into the OD and then start the chamfer in Z+ to Z0 then face in X-. If I'm going the opposite direction G42, starting at Z0 and chamfer X+ Z-, .
The thing is: because endmills have certain diameter, the center of the tool must be always offset by its radius. . is to program to the finished profile and tell the CNC machine to offset the toolpath by the radius of the cutter. . , There is D55 code in the same line as G41 G41 D55 tells the machine to apply cutter radius compensation .2D cutter radius compensation to 3D cutter radius compensation 3D cutter radius compensation = extension Continuous change in the tool orientation Continuous change in the offset direction Definition of the offset direction as a vector in space 2 ½ D cutter radius compensation = conventional Contour, center-point path of cutter
Control is fanuc 31i. The machine is completing a full circle and returning to the start point instead of moving 180 degrees to the programmed point. This only happens when G41/G42 is active and the tool radius offset is not equal to zero. It makes no difference whether I/J, positive R or. I am using a G71 roughing cycle and turning on cutter comp when using the G70 finish cycle. I faced the part at Z0 in the program before the G71. The start of my profile looks like this N10 G0 X.433 G1 Z0 F.006 X.540 Z-.075 Z-.839 Etc.. Now when it goes to finish and turns on the cutter comp it looks like it feeds into the face then does the .
Back in the day when I ran CNC machining centers, the Allen-Bradley controllers (IIRC) had a cutter compensation feature that allowed you to plug in the actual endmill diameter into the program. It was very useful if you had an undersized/oversized endmill.Tool cutter comp. CNC cutter comp. G41 G42 cutter compensation. Cutter diameter compensation. Cutter radius compensation. Heidenhain RL RR. Cutter compensation is referred to as cutter diameter compensation and cutter radius .
I would like to program using cutter comp so I can adjust the size of a mold base pocket (or whatever) out at the machine. It would be so much faster than running back and forth from machine to office to re-post w/ less stock to leave to get the pocket to size. I do know that I need to post w/ a G40, G41 (for climb) and another G40 to cancel.The multi-face machining capability allows for the machining of complex workpieces in one setup. This improves part accuracy by eliminating the setup errors inherent in re-fixturing the part. In addition, the rotary-type 2APC is a standard feature to reduce setup time and to increase productivity. Learn more about 5-Axis Machining Centers. #1 cause for scrap in a CNC shop.. Wait for it.. Failure to load/unload cutter compensation values for part edge programs between setups! Part edge programs are so old school with the advent of CAM programming. My computer doesn't care where the numbers are generated from. Machining center cutter compensation allows a CNC programmer to ignore the size of milling cutters used for side milling operations as they create CNC programs. The programmer will specify a programmed path—either with center line coordinates based on a planned cutter size or with work surface coordinates—and the machine operator will .
Cutter Compensation
If it tries to make another cut with the slug stuck in the cutter, it will stall the machine or worse. Forget about the cheesy arbor that comes with the cutter. We broke 2 from Jancy and finally just gave up. We grabbed the short stub of the cutter in an ER32 collet and never looked back. We had to make a spacer to get the spring center to work .Automation Accessories Shop Support Mill Toolholding Mill Cutting Tools Boring Systems Mill Workholding Lathe Toolholding Lathe Cutting Tools Lathe Workholding Package Kits ER Collets & Chucks Holemaking Threading Broaching Tombstones & Kits Manual Chucks For Milling Deburring & Abrasives Tool Presetter & Heat Shrinkers Storage & Handling .

CNC Machining . Understanding Lathe/Mill Cutter Comp Startup Moves. Thread starter Nerdlinger; Start date Dec 21, 2023; Replies 88 . not necessarily on the size of the cutter. Center compensation (none), CAM compensation, Control compensation, etc. If the toolpath is offset from the edge (CAM compensation), then the length of the move only . I'd try to stick with profile type movements if I was using cam to make positional movements or actual profile cuts. Using automatic comp (not machine comp), you can then make use of the lead in/lead out amounts to create your depth of cut. Make sure that those movements are perpendicular to the part face in the relevant plane. CNC Machining . Thread mill + cutter comp. Thread starter ISO86; Start date Aug 17, 2012; Replies 8 Views 10,109 I . (tool center) before the Cutter Radius Comp is applied, more than 3/4" away from the move destination during Cutter Radius Compensation start up. If this is not the case, and the offset values not changed, then a Tool Radius . Cutter Rad Comp is all under the control of the motion system. I look after plenty of clients with Yasnac controls, back to MX1 and LX1 controls and if you try a move where the registered Tool Rad Comp won't fit, an alarm is raised and the program is halted.
electrical box on uneven rock
electrical box not centered in the room for chandelier
When working with sheet metal, the term “gauge” is often used. Gauge are used to specify the thickness of a metal sheet. Gauge (Ga.) is a length measurement unit for diameters originating in North America and belongs to the Browne & Sharpe metering system.
cnc machining center cutter comp tips|Cutter Compensation: When and How To Use It