dmc cnc lathe setting the part counter About Press Copyright Contact us Creators Advertise Developers Terms Privacy Policy & Safety How YouTube works Test new features NFL Sunday Ticket Press Copyright . Get the best deals on Kitchen Cabinet Doors when you shop the largest online selection at eBay.com. Free shipping on many items | Browse your favorite brands | affordable prices.
0 · parts counter program
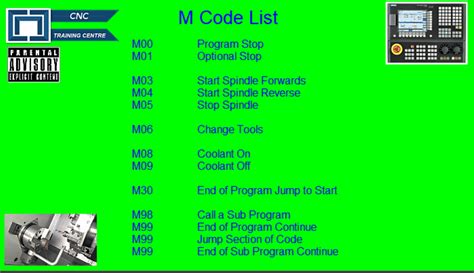
1 · m code for parts counter
2 · m code for cnc parts
3 · lathe parts counter offset page
4 · cnczone lathe parts counter
5 · cnc parts counter programming
6 · cnc parts counter m code
7 · cnc m2 counter code
It is possible to use a junction box to extend the wire, yet you need to comfortably splice two or more wires or cables to the existing wire, and the box needs to remain accessible. In our guide, you can learn more about adding new wire into your home using a new junction box.
parts counter program
For a lathe, you can use this version: G10 L10 P30 U.0001 You can also use M97 calls to increase the real parts counter: First, make sure setting 118 (M99 bumps M30 counter) . The counter generally will actuate on M2 and prolly M30. The only time you should hafta add an M-code is oddball times when you want to count in a loop and want to actuate the .

octopus junction box
The M30 counter is most commonly used to count how many parts you've made – but are there ways to get more out of this feature? In this video, Mark teaches us a few useful "M30 tips" . About Press Copyright Contact us Creators Advertise Developers Terms Privacy Policy & Safety How YouTube works Test new features NFL Sunday Ticket Press Copyright . Does anyone know a way to stop a Haas machine specifically a VF-2 after the parts counter hits a certain number. Is there an option in the machine to place it in feed hold or .
I recently purchased a used turning center with Fanuc 18-T control. The problem is that the only the anolog parts counter is working (the one on the conrol panel). I run this . what is the parts count parameter or variable on fanuc 31i control unit? variable #3901 or parameter 6700 is a counter but it isn't that i want. we use multiple parts counter on .
the internal counter has a few parameters to set required number of parts and the M-code that makes it count.You need to set the total parts setting to your required number of . You can buy a Tatung lathe or you can buy an Okuma Genos that is made by Tatung. Who rips off who is anyone's guess. I don't want to speak out of turn, but how can you . Look at the operators manual under "Parts Count Display, Run Time Display". Depending on what exactly you are tying to accomplish this may suffice. You could also create .
For a lathe, you can use this version: G10 L10 P30 U.0001 You can also use M97 calls to increase the real parts counter: First, make sure setting 118 (M99 bumps M30 counter) is ON. The counter generally will actuate on M2 and prolly M30. The only time you should hafta add an M-code is oddball times when you want to count in a loop and want to actuate the counter and not end the program. If not - that is editable in the params - which code will toggle it. Often the controls are equipped with a Parts Counter that can be set via the Setting Page, with a Counter Increment trigger (M Code) provided. In this case, the Parts Counter actually accesses the System Variables listed above. I think there's a setting that will let you use an M99 to advance the part counter. I don't know the setting number right off hand, but there aren't that many settings pages to go through.
To change a counter value explicitly, use a G10 command: G10 L99 P~ Q~ l P~ selects the cycle counter to change. Use any of the values detailed in the following table. Cycle Counter P~ M30 A 0 M30 B 1 M99 A 2 M99 B 3 l Q~ specifies the value to set the cycle counter. If Q~ is omitted, the cycle counter is incremented by 1.The M30 counter is most commonly used to count how many parts you've made – but are there ways to get more out of this feature? In this video, Mark teaches us a few useful "M30 tips" that you may not know about – like using two counters at the same time, and how to use the counter in programs that loop. At the end of the machining cycle, the "count" is first checked to see if it is greater than or equal to your "set point" (desired parts count). If not, it adds one to the count and recycles and does the operation over again. Rather than find the correct Common Variable to set, the Parts Count System Variables are settable via the Setting Page, and are labeled as such. Following is one of many methods to use User Macro statements in a bar feed operation.
We use the part counter for end-of-shift part totals from each machine. We use this on two other GT27s without issue. What should happen, according to the machine manuals (and according to our 2 other GT27s) is when reading M97 at the end .About Press Copyright Contact us Creators Advertise Developers Terms Privacy Policy & Safety How YouTube works Test new features NFL Sunday Ticket Press Copyright . For a lathe, you can use this version: G10 L10 P30 U.0001 You can also use M97 calls to increase the real parts counter: First, make sure setting 118 (M99 bumps M30 counter) is ON.
The counter generally will actuate on M2 and prolly M30. The only time you should hafta add an M-code is oddball times when you want to count in a loop and want to actuate the counter and not end the program. If not - that is editable in the params - which code will toggle it. Often the controls are equipped with a Parts Counter that can be set via the Setting Page, with a Counter Increment trigger (M Code) provided. In this case, the Parts Counter actually accesses the System Variables listed above. I think there's a setting that will let you use an M99 to advance the part counter. I don't know the setting number right off hand, but there aren't that many settings pages to go through. To change a counter value explicitly, use a G10 command: G10 L99 P~ Q~ l P~ selects the cycle counter to change. Use any of the values detailed in the following table. Cycle Counter P~ M30 A 0 M30 B 1 M99 A 2 M99 B 3 l Q~ specifies the value to set the cycle counter. If Q~ is omitted, the cycle counter is incremented by 1.
The M30 counter is most commonly used to count how many parts you've made – but are there ways to get more out of this feature? In this video, Mark teaches us a few useful "M30 tips" that you may not know about – like using two counters at the same time, and how to use the counter in programs that loop. At the end of the machining cycle, the "count" is first checked to see if it is greater than or equal to your "set point" (desired parts count). If not, it adds one to the count and recycles and does the operation over again. Rather than find the correct Common Variable to set, the Parts Count System Variables are settable via the Setting Page, and are labeled as such. Following is one of many methods to use User Macro statements in a bar feed operation.We use the part counter for end-of-shift part totals from each machine. We use this on two other GT27s without issue. What should happen, according to the machine manuals (and according to our 2 other GT27s) is when reading M97 at the end .
m code for parts counter
m code for cnc parts
oem aluminum sheet metal stamping parts manufacturers
lathe parts counter offset page
I'm looking for an enclosure or case to make one of these a bit weather resistant since it will be exposed to the elements: The aluminum shell joins in half: ideally I would just replace the top half so I could keep the factory heatsink on the bottom. Maybe someone has 3d printed something?
dmc cnc lathe setting the part counter|cnc parts counter m code