bend radius in sheet metal • Enter the precise sheet thickness and desired inner bend radius. • The calculator will instantly provide the K-factor, Y-factor, and neutral layer position, crucial for accurate bending calculations. • Input the required bend .
While a standard machine tool might only perform one type of operation (e.g., milling), a machining center (CNC machining center) integrates various functions like milling, drilling, and tapping, all in one system.
0 · sheet metal inside bend radius
1 · sheet metal bend radius guide
2 · bending steel plate minimum radius
3 · bend radius sheet metal formula
4 · bend radius sheet metal chart
5 · bend radius definition sheet metal
6 · 304 stainless steel bend radius
7 · 304 stainless minimum bend radius
The most frequent sheet metal cutting processes are punching, blanking, slitting, sawing, laser cutting, and water jet cutting. However, which type is suited for your project depends on the specification and desired accuracy.
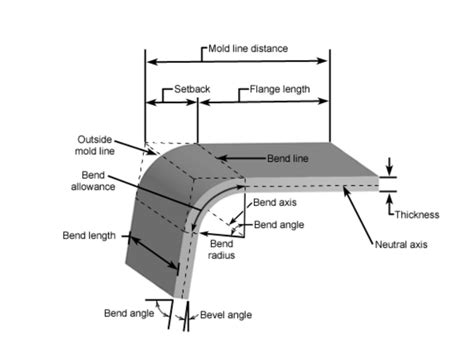
The sheet metal bending radius is a critical value in sheet metal drawing that can be difficult to determine during the actual processing. This radius is dependent on the material thickness, the pressure of the press brake .
A typical recommendation is 1t for all sheet metal parts, which means the smallest bend radius should be at least equal to the sheet thickness. For example, if the thickness of the sheet is 2mm, the minimum bend radius .Sheet Metal Bend Radius Guidelines Here are a few key concepts to know about designing for sheet metal Brackets, covers, cabinets, chassis, electrical enclosures.The bend radii listed are standard minimum if manufacturing for aircraft and aerospace applications. Since commercial sheet metal bending can be done with less concern for .
Just a few are the forming method (air forming, bottoming, or coining), the type of bend (sharp, radius, or profound radius bends), the tooling you are using, and the multibreakage of the workpiece during large-radius . • Enter the precise sheet thickness and desired inner bend radius. • The calculator will instantly provide the K-factor, Y-factor, and neutral layer position, crucial for accurate bending calculations. • Input the required bend . Through a large number of experiments in sheet metal processing, it is found that there is a certain relationship between the groove width under the bending die and the . We recommend a minimum bend radius of 1t for all sheet metal parts. Thus the smallest radius of any bend in a sheet should be at least equal to the thickness of the sheet. For example, if the thickness of the sheet is 1 mm, .
Sheet metal bend radius is an essential factor to consider during metal forming processes like air bending or metal bending with a press brake. The bend radius refers to the curvature of a bend and is determined by the material type, .Use this page to choose bend values for sheet metal that are both manufacturable and meet your needs. The sheet metal bending radius is a critical value in sheet metal drawing that can be difficult to determine during the actual processing. This radius is dependent on the material thickness, the pressure of the press brake machine, and the width of .
A typical recommendation is 1t for all sheet metal parts, which means the smallest bend radius should be at least equal to the sheet thickness. For example, if the thickness of the sheet is 2mm, the minimum bend radius should be 1t which is 2mm. What is the Right Bend Radius for Sheet Metal?Sheet Metal Bend Radius Guidelines Here are a few key concepts to know about designing for sheet metal Brackets, covers, cabinets, chassis, electrical enclosures.The bend radii listed are standard minimum if manufacturing for aircraft and aerospace applications. Since commercial sheet metal bending can be done with less concern for stresses caused during forming operation, the radius can be near zero for thin sheet metal. Just a few are the forming method (air forming, bottoming, or coining), the type of bend (sharp, radius, or profound radius bends), the tooling you are using, and the multibreakage of the workpiece during large-radius bending.
• Enter the precise sheet thickness and desired inner bend radius. • The calculator will instantly provide the K-factor, Y-factor, and neutral layer position, crucial for accurate bending calculations. • Input the required bend angle in degrees.
Through a large number of experiments in sheet metal processing, it is found that there is a certain relationship between the groove width under the bending die and the bending radius. For example, a 1.0mm sheet is bent with an 8mm slot width, so the bending radius pressed out is ideally R1. We recommend a minimum bend radius of 1t for all sheet metal parts. Thus the smallest radius of any bend in a sheet should be at least equal to the thickness of the sheet. For example, if the thickness of the sheet is 1 mm, the minimum bend radius should be 1 mm.Sheet metal bend radius is an essential factor to consider during metal forming processes like air bending or metal bending with a press brake. The bend radius refers to the curvature of a bend and is determined by the material type, thickness, and bend angle.
sheet metal inside bend radius
Use this page to choose bend values for sheet metal that are both manufacturable and meet your needs. The sheet metal bending radius is a critical value in sheet metal drawing that can be difficult to determine during the actual processing. This radius is dependent on the material thickness, the pressure of the press brake machine, and the width of .
A typical recommendation is 1t for all sheet metal parts, which means the smallest bend radius should be at least equal to the sheet thickness. For example, if the thickness of the sheet is 2mm, the minimum bend radius should be 1t which is 2mm. What is the Right Bend Radius for Sheet Metal?
Sheet Metal Bend Radius Guidelines Here are a few key concepts to know about designing for sheet metal Brackets, covers, cabinets, chassis, electrical enclosures.The bend radii listed are standard minimum if manufacturing for aircraft and aerospace applications. Since commercial sheet metal bending can be done with less concern for stresses caused during forming operation, the radius can be near zero for thin sheet metal. Just a few are the forming method (air forming, bottoming, or coining), the type of bend (sharp, radius, or profound radius bends), the tooling you are using, and the multibreakage of the workpiece during large-radius bending.
• Enter the precise sheet thickness and desired inner bend radius. • The calculator will instantly provide the K-factor, Y-factor, and neutral layer position, crucial for accurate bending calculations. • Input the required bend angle in degrees. Through a large number of experiments in sheet metal processing, it is found that there is a certain relationship between the groove width under the bending die and the bending radius. For example, a 1.0mm sheet is bent with an 8mm slot width, so the bending radius pressed out is ideally R1. We recommend a minimum bend radius of 1t for all sheet metal parts. Thus the smallest radius of any bend in a sheet should be at least equal to the thickness of the sheet. For example, if the thickness of the sheet is 1 mm, the minimum bend radius should be 1 mm.
sheet metal bend radius guide
rhino metals gun safe-strong box 36 long guns

retrofit electrical box for ceiling fan
bending steel plate minimum radius
The most common types of electrical boxes include junction boxes, outlet boxes, switch boxes, and ceiling boxes. Junction boxes are used to connect wires and cables, while outlet boxes are used to house electrical outlets.
bend radius in sheet metal|bend radius sheet metal chart